ワイヤーカットの適用事例
TRYCUT5000設定方法とサンプルデータ公開

【 TRYCUT5000側の設定方法 】
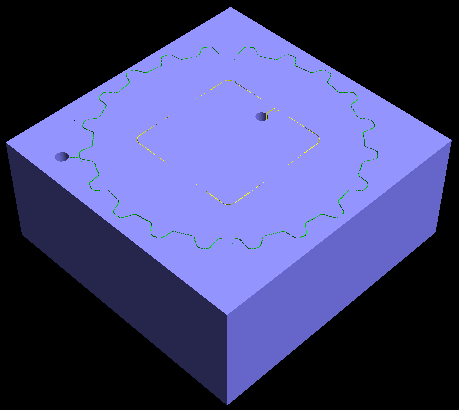
本事例はワイヤーを小径の細長い工具(例:0.2φフラットエンドミル)で代用し、
NCデータの傾斜指令を先端点制御コード(G43.5)に置換するなど、
設定ファイルを工夫することで、ワイヤーの移動軌跡を再現し加工シミュレーションに繋げている例です。
ワイヤーカットの傾斜指令方法には、いくつかのパターンがありますが、
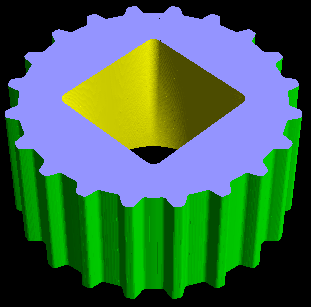
本サンプルデータ(インボリュート・ギア)では、傾斜のないタイプ(001.NC~003.NC)と、
ベクトルの相対値(U/V)指令で傾斜を指令するタイプ(004.NC~006.NC)の2種類のNCデータで構成されています。
注意:本サンプルをお試しされる場合は、Version2.08以降のバージョンをご利用下さい。
それ以前のバージョンでは正常動作しません。
設定のポイントは、
設定に必要な部分は、MTLファイル(F4キー)、CTLファイル(F3キー)、初期設定ファイル(Ctrl+F1)内の[Define]セクションになります。
★MTLファイル(F4キー)内の設定で、本機に関連する部分は以下になります。
ROTARY TYPE = HEAD ← 回転ヘッド型5軸機
ROTARY AXIS1 = Z ← マスター回転軸(Z)を回転軸として設定
ROTARY AXIS2 = X ← スレーブ回転軸(X) YでもOK
TABLE TYPE = NO
TRYCUT5000におけるMTLファイルは、通常は回転軸2軸を含む5軸機の構造を定義するのが主たる役割になります。
ワイヤーカットの実機は定義できませんが、一番近いイメージを想定し、
ワイヤー(工具)側を傾斜させるため、回転ヘッド型5軸機を指定します。
回転軸の方向は、G43.5(工具の傾斜/方向をベクトルで指定)を利用することもあり、
どのパターン(組み合せ)でも特に問題はありません。
★CTLファイル(F3キー)内の設定で、本機に関連する部分は以下になります。
TYPE = WIRE-CUT ← 制御装置のタイプを設定、本サンプルでは活かされないが、Aアドレスによる傾斜指令を行う場合などは指定しておく必要あり
G10MODE = FANUC-C ← Hコード値設定指令(G10L12P...を有効化)の前準備
INC-I CHAR=U ← I方向ベクトルの相対値指令コードの定義
INC-J CHAR=V ← J方向ベクトルの相対値指令コードの定義
CUT ON CODE = M78 ← 切削有効化コードの定義
CUT OFF CODE = M91 ← 切削無効化コードの定義
REPLACE "H1="="G10L12P1R" ← H1コード値設定指令
REPLACE "H2="="G10L12P2R" ← H2コード値設定指令
REPLACE "H"="D" ← HコードをDコードとみなす切替設定
REPLACE "U"="K30.0U" ← 固定のK方向ベクトルK30.0を挿入
REPLACE "M90"="G43.5Z0.0H01" ← 先端点制御指令G43.5を強引に置換して挿入
REPLACE "G23"="G49Z30.0A0C0" ← 先端点制御の解除指令を強引に挿入
MEMORY H01= 30.000000,0.000000 ← 長補正値の設定
★初期設定ファイル(Ctrl+F1キー)[Define]セクション内の設定で、本サンプルデータに関連する部分は以下になります。
起動後でも変更可能です。
[Define]
CONTROL POINT=(0,0,30,0,0) ← 位置合わせ(板厚で変わる)
SPECIFIED POINT=(0.000,0.000,100.000)
TOOL BASE POINT=ARBOR-TOP ← 回転ヘッド型の工具の基準位置設定
PITCH(WORK)=0.5
PITCH(MOVE)=0.1 ← ★重要★ワイヤー径の半分ぐらい(大きい場合は製品が分断できない)
WORK DISPLAY=PERSPECTIVE ← 起動時ワークを半透明表示に(「A」キーで切替可)
INTERFERENCE=YES
ARBOR CHECK=NO
HEIGHT CHECK=NO
CHIP-W CHECK=NO
【 サンプル・データ 】
本ページで紹介させていただいている設定ファイルと加工データのサンプル一式(提供元:株式会社シマノ様)です。
(※本データは実際の運用で使われている形式のデータではありません。)
ダウンロード → sample.zip (18,469Byte)
TRYCUT.INI --- 初期設定ファイル
WIRE.TTL --- 工具定義ファイル
WIRE-SYSTEM.CTL --- コントローラー定義ファイル
WIRE-CUT.MTL --- 機械定義ファイル
BLANK.stl --- 加工前ワークデータ
| NCファイル名 | 工程 | 基準位置 | 板厚 | 備考 |
| 001.NC | 外側メイン | 底面 | 30mm | 傾斜なし,I/J指令は円弧中心方向 |
| 002.NC | 外側切離し | 底面 | 30mm | 傾斜なし,I/J指令は円弧中心方向 |
| 003.NC | 外側仕上 | 底面 | 30mm | 傾斜なし,I/J指令は円弧中心方向 |
| 004.NC | 内側メイン | 底面 | 30mm | U/Vで傾斜指令 |
| 005.NC | 内側切落 | 底面 | 30mm | U/Vで傾斜指令 |
| 006.NC | 内側仕上 | 底面 | 30mm | U/Vで傾斜指令 |
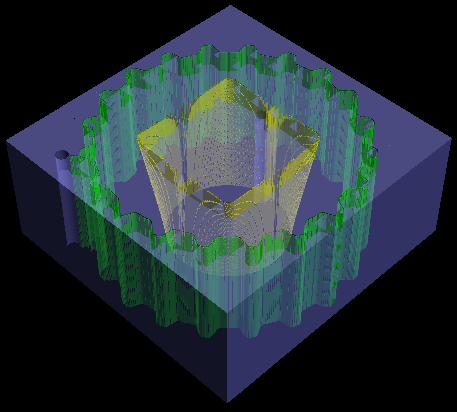
※TRYCUT5000にてシミュレーション後、分断されたワーク群は、全て残ったままになります。
製品側の自動分別は行っていません。
シミュレーション結果評価時に、製品側を残す場合は、部分除去機能(ヘルプ)を利用して下さい。
<サンプルデータの補足説明>
・底面を基準にした先端点制御(G43.5)のため、板厚分の長補正(30.0mm)になっていますが、
004.NC~006.NCのように傾斜がある場合には、若干底面より工具の底が上がってしまう部分があるため、
工具長を30.1mmにして余裕代を与えています。
・また傾斜がある場合、厳密には上面においてもさらに不足分が発生するのですが、
TRYCUT5000の仕様で、工具長方向には半無限長を想定して処理しているため、
長補正値は30.0で工具長も30.1のままにしています。
もっと傾斜がきつい場合などは、同じ量のマージンを双方に与えた方がワイヤーの状況が見やすくなるかと思われます。
・001.NC~003.NC内のG02/G03のI/J指令は円弧の中心方向として指令されています。
一方、回転ヘッド型でのみ許されるG43.5指令時G02/03のI/J指令は、工具方向と解釈するのが実機の仕様ですが、
現時点のTRYCUT5000では円弧中心方向として認識しているために、幸いにも正しく動作しています。
将来的にはCTLファイルにて"TYPE=WIRE-CUT"指定時のみ後者の仕様にする予定ですので、
ワイヤーカットで利用される場合には、特に理由がない限りこの指定を外さないでおいて下さい。
トップページへ
|