4軸加工機 事例TRYCUT5000設定方法とサンプルデータ公開 【 TRYCUT5000側の設定方法 】
本4軸加工機は、5軸機(回転軸2つ)を想定したTRYCUT5000の回転軸のひとつを無効化する想定で
定義しています。回転軸は、回転テーブル型のマスター軸/スレーブ軸、もしくは混合型テーブル軸の、
いずれでも対応できますが、本事例ではテーブル回転型のマスター軸を4軸加工機の回転軸とし、スレー
ブ軸を無視する形で構築しています。 設定に必要な部分は、MTLファイル(F4キー)、CTLファイル(F3キー)、初期設定ファイル(Ctrl+F1)内の[Define]セクションになります。
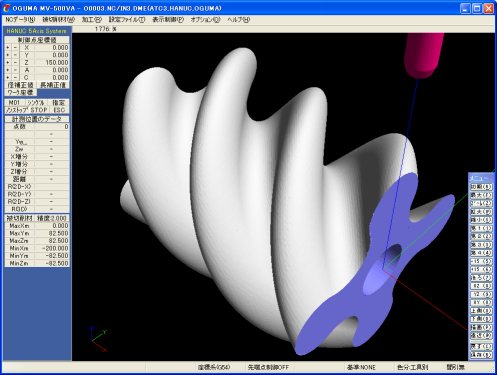 sample003 - 加工結果
★MTLファイル(F4キー)内の設定で、本機に関連する部分は以下になります。
ROTARY TYPE = TABLE ← 回転テーブル型5軸機 ★CTLファイル(F3キー)内の設定で、本機に関連する部分は以下になります。 G92 MODE =NORMAL ※TRYCUTファミリーの初期状態では、変則的な仕様ではありますがシミュレータとしての操作簡略化を優先し、NCデータ内の最初のG92は、 指令座標値に移動させるという処理を行っています。ほとんどのケースで問題はないのですが、本サンプルの4軸加工用NCデータでは G92による位置指令の切り替えで不都合があるため本来の動作に戻す設定を行っています。
【 サンプル・データ 】 本ページで紹介させていただいている設定ファイルと加工データのサンプル一式(提供元:株式会社 高橋鉄工所様)です。 ダウンロード → sample.zip (59,173Byte) ダウンロードして解凍後、sample001,sample002,sample003のそれぞれのフォルダ内にある5個のファイル(設定ファイル,NCデータ,ワークデータ)を TRYCUT5000にドロップすれば、それぞれのサンプルのシミュレーションが行えます。 本ページの画像サンプルは、「Q」キーによる切り替えで機械側(軸など)の描画を消しています。
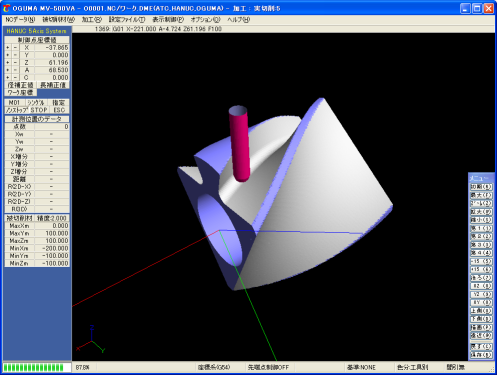 sample001 - 加工中
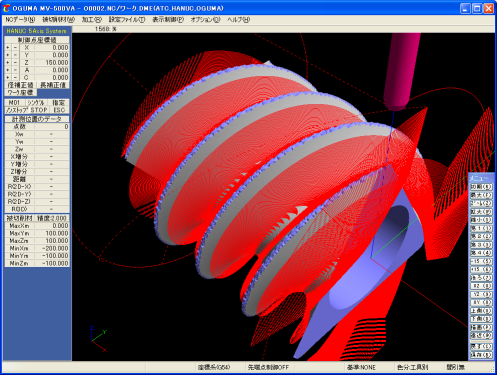 sample002 - 加工結果とパス表示の重ね合わせ
<参考>
"Shift"+"TAB"による切り替え
また、← → キーにより描画のスキップ数を増減などすると、ある程度速度コントロールが可能です。
|